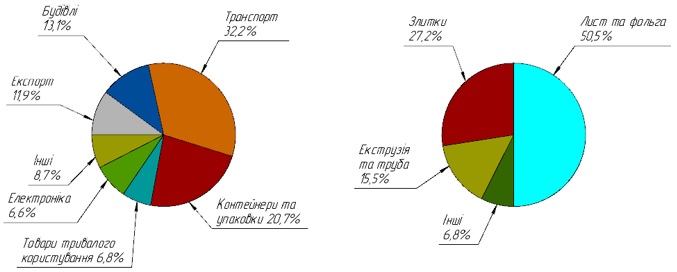
На сьогоднішній день кожен замовник, прагне здешевити свою продукцію, а виробник прагне пришвидшити і скоротити процес виготовлення при цьому не втрачаючи якості, а головне конкурентоздатності. Все більше та частіше багато яких галузей в своєму арсеналі застосовують саме алюміній, а саме рис.1: авіа-, судно- та машинобудування, залізничний транспорт, нафтова та хімічна промисловість, будівництво, електрика, харчова, фармацевтика, виробництво побутових виробів.
Рисунок 1 - Співвідношення виробництва та ринків продукту
Тому важливо знати особливості оброблення його. Алюміній має низьку густину, також нетоксичний, немагнітний і не іскрить. Це чудовий електричний провідник. Має корозійну стійкість, легко формується, відливається, ріжеться, що робить його чудовим матеріалом для виробництва. Він в порівнянні відносно інших не дорогий, не токсичний і легко перероблюється [1].
При оброблені алюмінієвих сплавів виникає проблема утворення наросту при низьких швидкостях різання та гальмування при високих швидкостях різання, що вимагає застосування спеціальної геометрії інструментів. Встановлено, що при однаковій жорсткості за зміною вмісту магнію збільшується сила різання, а при низькому вмісту міді зменшується сила різання [1].
Наслідком цього є притуплення ріжучого клину та збільшення навантаження на інструмент, а це в свою чергу веде до не уможливлення сходу стружки через погіршення шорсткості передньої поверхні інструменту. Виробники інструменту борються з цим ефектом, підвищуючи гладкість передньої поверхні, а також задаючи певні значення переднього та заднього кутів ріжучого клину. Вибір правильної геометрії пластини при обробленні допоможе досягти високоякісних та ефективних результатів. Гостріша пластина з меншим радіусом вершини ідеальна для операцій легкої обробки. Пластина з великим радіусом вершини та ширшою ріжучою кромкою більше підходить для важких операцій обробки [2].
Для токарної обробки алюмінію використовуються кілька типів пластин, у тому числі з покриттям, без покриття та спеціальні пластини, такі як алмазні. Пластини без покриття доступні за ціною та виготовляються з карбідних матеріалів. Пластини з покриттям складаються з шару покриття, що підвищує довговічність та допомагає зменшити тертя у процесі різання. З іншого боку, вставки з алмазними наконечниками є найдорожчими, але міцними і довговічними з усіх типів вставок.
Також з'ясувалося, що термічна обробка впливає на силу різання лише при низьких швидкостях, а при високих швидкостях вплив є незначним через незначне підвищення температури в зоні різання, тобто їм можна знехтувати. Сила різання є одним з параметрів, які необхідно враховувати для повної оцінки оброблюваності алюмінієвих сплавів. Інші параметри включають довговічність інструменту, обробку поверхні, енергію різання та режим утворення стружки [3].
Рекомендовані швидкості та подача для обробки алюмінію залежать від: тип алюмінієвого сплаву, геометрію верстата, матеріали різального інструменту та параметри різання. Як правило, більш висока швидкість шпинделя та збільшення швидкість подачі може підвищити продуктивність та швидкість знімання матеріалу. Однак, ці параметри повинні бути збалансовані, щоб уникнути поломки інструменту або надмірного виділення тепла. Наприклад, типова швидкість різання алюмінію 6061-T6 становить близько 800-1000 SFM при швидкості подачі 0,005-0,007 дюйми на зуб.
Також важливу роль займають охолоджувальні рідини та мастильні матеріали, мають вирішальне значення для підвищення ефективності процесів токарної обробки алюмінію. Ці рідини допомагають розсіювати тепло, що виділяється під час обробки, що збільшує термін служби інструменту та покращує якість поверхні. Крім того, мастильно-охолоджувальні рідини можуть змащувати інструмент, зменшуючи тертя та знос. Правильний вибір мастильно-охолоджуючих рідин залежно від типу алюмінієвого сплаву та параметрів різання може значно підвищити ефективність та якість обробки.
Література:
1. https://imm-mmi.kpi.ua/imm2024/paper/view/30829
2. https://ela.kpi.ua/server/api/core/bitstreams/c5b471dc-cbb6-4dc1-9707-d6052ecd3147/content
3. https://www.anebon.com/uk/news/aluminum-product-processing-technology/
|